
KURSMATERIAL FÖR 3D-SKRIVARNA
Vår kurs för att få tillgång till skrivarna sker efter behov och är uppdelad i två moment, en teoretisk och en praktisk del. Efter ett godkänt teoriprov så kallas kursdeltagarna in till den praktiska delen som hålls i kurslabbet ovanför prototyplaboratoriet det datum och den tid som angavs i utskicket. Allt nödvändigt kursmaterial finner ni här nedan.
Regelverk
Vid bruk av eXPerimentverstadens 3D-skrivare så finns det ett par regler att förhålla sig till:
-
- 3D-skrivare får endast brukas av XP-medlemmar.
- För att använda skrivare ska du ha genomgått XP’s 3D/laser-kurs.
- Beredning av filer görs i PrusaSlicer på XP’s dator då denna har optimerade inställningar.
- Bokningsbara 3D-skrivare måste bokas vid användning, just nu är bokningssidan under ombyggnad och därmed är alla skrivare bokningsfria.
- Modifiering eller isärplockning av skrivare är ej tillåtet. Om du upptäcker att något är konstigt, skriv en lapp och lägg på skrivaren och meddela XP.
- Du ansvarar för att städa runt skrivaren efter färdig utskrift.
- Vid varje utskrift skall 3D-skrivarens namn, utskriftstid, material, ditt namn och resultatet (t.ex. Suveränt!) föras in i loggboken.
- Koden till datorn får inte föras vidare till någon. Vid glömd kod kontakta XP-styrelsen.
- Vassa verktyg får inte användas för att avlägsna utskrifter. Det blir lätt märken i byggplattan då.
- 3D-skrivare måste övervakas under hela första lagret vid utskrift.
- Vid byte av filament skall änden av filamentet stoppas in i hålen på kanten av rullen för att förhindra trassel.
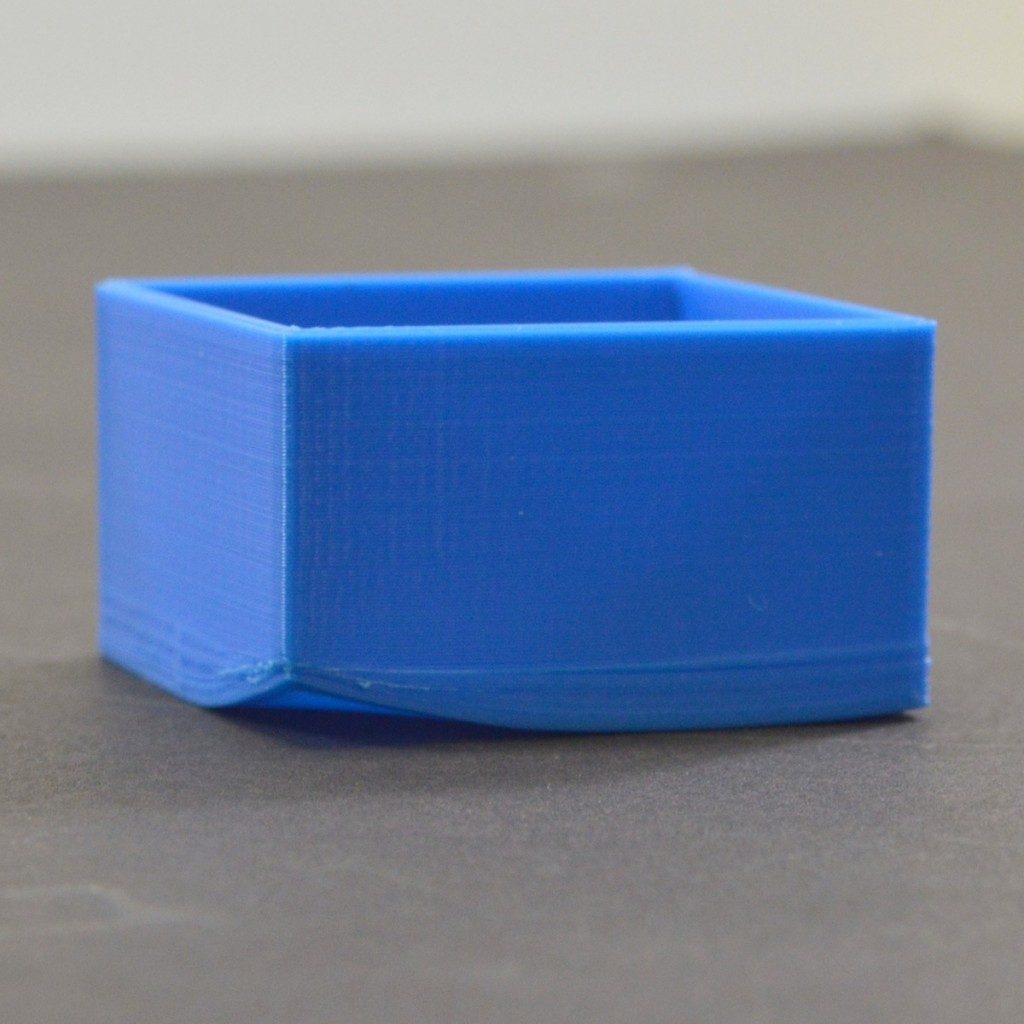
- Endast PLA får användas på ”smooth” byggplattor. För resterande filament används texturerade byggplattor. Annars fastnar plasten för hårt likt bilden nedan:

Generell användning
En 3D-skrivare ger ganska ofta oväntade resultat där utskriften blir ful eller ofullständig. Att skriva ut med bra resultat är en konst som kräver erfarenhet. Följande steg är en bra start för att komma igång med XP’s 3D-skrivare, men kom ihåg att utskrifterna kan misslyckas ändå. För mer tips eller frågor så finns XP’s 3D/Laser grupp på Messenger.
Rekommenderad visning
Thomas Sanladerer på Youtube har en väldigt informativ serie där han går igenom 3d-printing. Kolla igenom avsnitt 4, 6, 7 och 8. Kolla även på hur man lätt kan förstärka sin modell.
Utöver videorna så finns även ALL3DP’s guide om 3D-printing som XP’s kursmaterial är baserat på. För den extra intresserade finns Prusa’s egna handbok om 3D-printing.
Steg 1 – Skapa G-Code
För att skriva ut din 3D-modell behöver du göra om den till kod som skrivarna förstår. Till detta används PrusaSlicer som finns på XP’s dator i kurslabbet. PrusaSlicer används till alla skrivare förutom Makerbot Replicator som kräver Simplify3D. I programmet, också kallat slicern, så väljer du hur 3D-skrivaren skall skriva ut din 3D-Modell. Slicern gör sedan om 3D-modellen till en G-code fil som du för över till vald 3D-skrivare via ett SD-kort eller USB minne.
LÄS startguiden för PrusaSlicer här. Kortfattat är arbetsprocessen för PrusaSlicer:
-
- Välj rätt 3D-skrivare
- Välj rätt material (PETG är starkare, PLA är snabbare)
- Välj rätt utskriftshastighet/kvalitet (0.2mm SPEED är standard)
- Importera din 3D-modell
- Rotera modellen så överhäng undviks
- Om modellen har överhäng som är brantare än 45 grader, slå på support
- Om modellen har en liten anläggningsyta, slå på brim
- Om modellen ska vara stark, använd ~50% infill, annars kör ~20% infill
- Exportera G-code till SD-kort/USB-minne
Nu kommer lite goa bilder på problemområden:
När överhäng är över 45 grader så bör support användas. Annars blir utskriften ful eller misslyckas.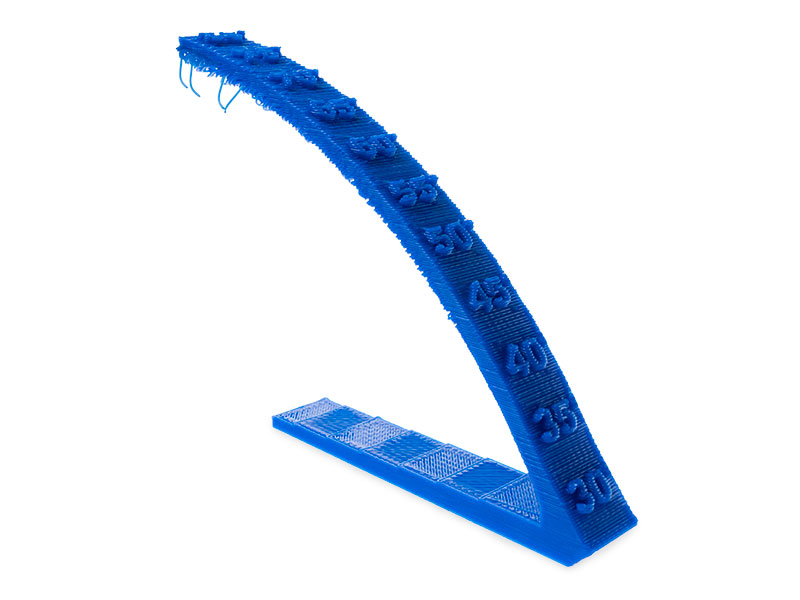
När man skriver ut långa smala väggar så kan warping uppstå, använd brim för att öka vidhäftningen och minska risken för warping.
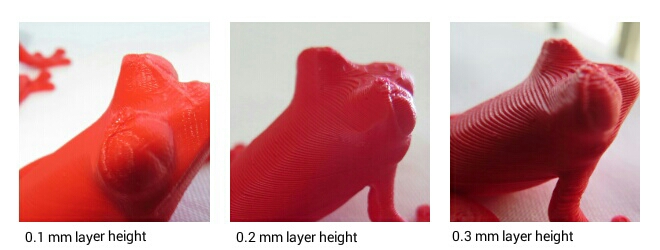
Lagerhöjd spelar störst roll när modellen har runda detaljer eller lutande plan. Att välja lagerhöjd under 0.1mm ger dock väldigt lång utskriftstid.
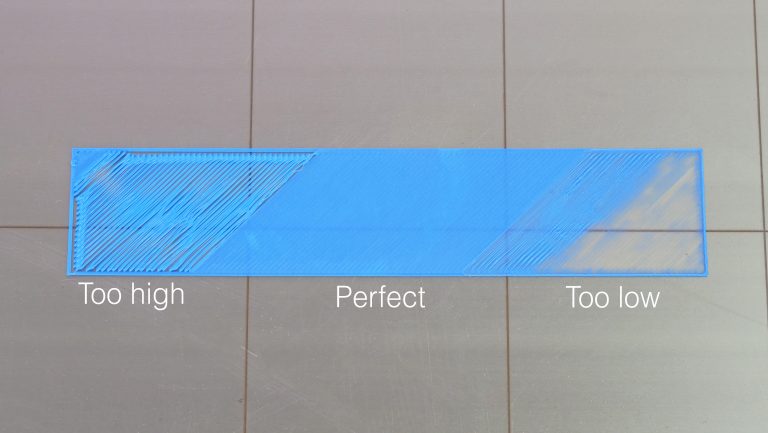
Rätt tjocklek på första lagret är mycket viktigt. Om din utskrift lossnar eller inte vill skriva ut alls så kan detta vara problemet. Bilden nedan visar hur första lagret ska se ut. Om det inte ser ut så, kontakta XP eller följ Prusas guide för Live adjust Z.
Om du är mer erfaren så kan du ladda ner PrusaSlicer på din egna dator och använda Prusa MK3S, MK4 och Core One. Notera dock att inställningarna på XP’s dator är optimerade för snabbare utskrifter och helt nödvändiga för våra ombyggda custom 3D-skrivare.
Steg 2 – Skriva ut
När SD-kortet/USB-minnet är laddat med din G-code och du har stoppat tillbaka det i 3D-skrivaren gör du följande:
-
- Kolla att 3D-skrivaren har tillräckligt mycket av materialet (filamentet) som du valde i slicern. I kurslabbet finns en våg som kan användas för att väga filamentrullarna. Om du behöver byta filament så har 3D-skrivarna en filamentbytar-funktion i menyn.
- Kolla att byggplattan är ren och av rätt sort, PETG måste ha texturerad byggplatta.
- Hitta din G-code i menyn och tryck på print.
- Övervaka hela första lagret. (50% av misslyckade utskrifter beror på första lagret)
- Be till verkstadsguden att utskriften blir bra!
Övrig tips:
-
- Om du ser en 3D-skrivare som har misslyckats rejält, stoppa utskriften och skriv i messengergruppen.
- Om det saknas en typ av filament som du vill ha, kontakta XP.
- Om en 3D-skrivare är trasig, skriv lapp och kontakta XP.
- Se till att det är rent och fritt från bös mellan den löstagbara byggytan och byggplattan då första lagret annars blir dåligt.
- Rengör byggytan med isopropanol för att öka vidhäftningen. Detta bör göras varje gång PLA skall användas.
- Designa delar så att ytan vid första lagret blir så stor som möjligt för att öka vidhäftning och minimera risken för att utskriften misslyckas. Om inte detta går, använd brim.
- Minimera överhäng för att spara in på support. Support tar lång tid att ta bort och lämnar en ful yta.
- Fäst alltid änden av filamentet i hålen på kanten av rullen vid byte av rulle för att förhindra trassel.
- Använd alltid brim med PLA då PLA fäster dåligt på texturerade byggytor.